
点击"蓝字"关注,分分钟知晓汽车行业动态与趋势!
我先做一个简单的自我介绍,我叫潘文才,我是2013年加入库卡的到现在已经是五个年头,一直从事三维激光加工行业。
我先简单的介绍一下整体的一个高精度和高效率三维激光加工的一个概念。如果后面大家有具体的问题的话,我们在那个线下,然后加我的微信,我们在私下探讨。

我简单介绍一下公司,可能想到库卡的话,大部分人的第一印象应该是机器人。其实我们公司是分四个事业单元。第一个是机器人,负责机器人本体和一些控制器还有一些那个模块软件的一些应用和销售。
我是来自库卡工业,我们主要是负责一些解决方案类型的一个公司。也就是俗称的工程公司主要是在五个方面。一个是焊机和机关铸造解决方案,还有一个就是先进焊接,先进焊接里面包括摩擦焊和磁护焊。这两个是我们比较独特的一个技术。还有一个模块,就是太阳能和电池业务。
第三个业务板块是白衬衫业务就是负责白衬衫展现的一些那个集成和自动化的解决方案,还有动力总成的装配和测试。
第四个模块就是我们做仓储物流自动化的一家公司叫做瑞士格。

这张图展示了一下我们激光业务的一个组成。库卡的机关业务到现在是已经三十年的历史,我们在1987年的时候开始做这个激光业务,当时还是二氧化碳激光器的年代,现在都已经发展到这个光纤激光机,还有那个半导体激光器了。我们的激光业务在德国主要是有三个中心,第一个是亚琛和ILT研究所一起开发新产品有一个紧密的合作。是负责我们的一些新设备,还有一些新工艺的开发。还有一个中心是在奥伯恩堡主要是一些集体项目地执行。另外一个工艺中心我们是设立在奥格斯堡。
今天,参加这个会议的可能有一些同僚可能比较了解激光行业,还有一些可能对激光概念还有一点模糊,我现在大概来做一个简单激光的原理。毕竟激光做为我们现在越来越重要的一个加工工具。
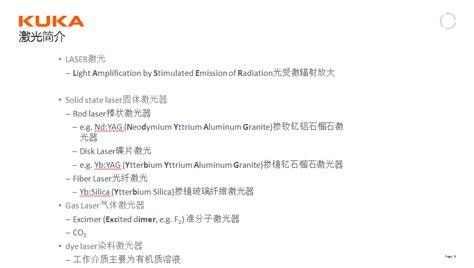
首先激光从这个字面意思上来解释从英文的字面意思上来解释是光受激辐射放大。激光器按发生介质来说有三种类型的激光器,一个是固体激光器,固体激光器里面包括瓣状的晶体晶体激光器、碟片激光器、光纤激光器这三种。另外一个是气体激光器,包括一些准分子激光器,还有那个二氧化碳激光器。第三种类型是染料激光器,以有机质溶液作为发光介质的一个激光器。
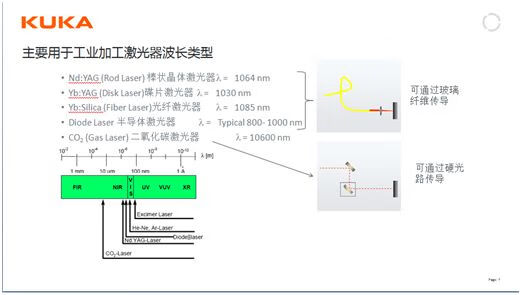
不同介质的激光器它的波长是不一样的,波长不一样也就是决定了它的一个传输特性和它的加工特性也是不一样的,它跟材料的作用的一个特性也是不一样的。我们这个可以看到固体激光器基本上是可以通过光纤作为传导,二氧化碳激光器,由于它波长是十个纳米,所以它只能通过硬光路进行传导。
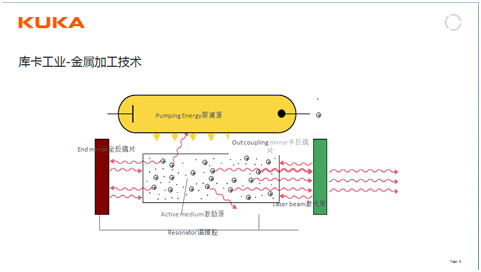
这个图就是说一个简单的图来介绍一下激光发生了一个原理,其实很简单,就是根据爱因斯坦的光电效应。一份光照射在这个材料表面上然使得这个材料里面的原子,从一个能级到另外一个能级产生跃迁,在跃迁的同时会发生出一宿和原先一模一样波长的一束光。
这束光就是后面有个全反镜片,前面有个半反镜片。在这个谐振枪里它会进行一个震荡。在震荡的同时它又会激励这个介质产生更多的光。当然达到一个溢值之后它就会发射出来。
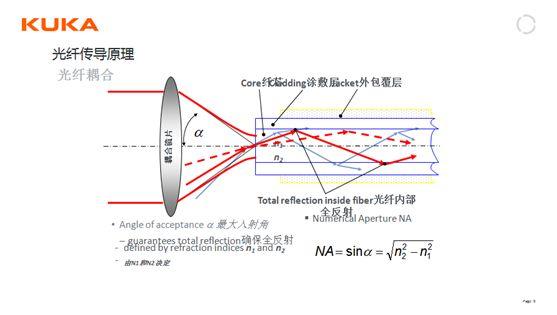
这张ppt展示了光纤传导的原理,其实它的原理就是我们通常所说的那个全反射原理,就是当一束光从一个介质进入到另外一个介质的时候它会产生折射,当这个入射角到一定程度之后,这个折射就会变成全反射。其实光纤传导的原理,就是利用一个全反射的原理。
这张图就是表示了一下,激光的加工进组是怎么样一个来工作的。因为我们都知道,如果你可以把激光比喻成一把那个菜刀的话,我们加工的部分这仅仅是它的刀刃部分,不是说我所有的这个位置都可以用作加工。
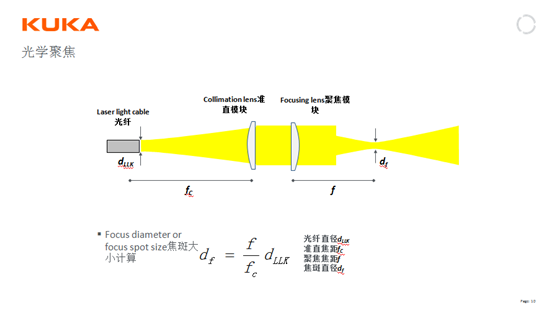
就像我们拍照一样,照相机它有个景深就是在一定范围之内,我调节这个焦距可以得到几乎同样的这个清晰度的一个图啊,激光也是一样激光经过聚焦之后呢,它也会有一个焦深我们加工通常是要利用焦深附近的一个区域来进行加工。
有一个公式光斑直径大小的一个计算。我们都知道在不同的应用领域,比如说焊接和切割的光斑一般是在0.1到0.3左右,焊接的光斑一般是在0.3到0.6左右的一个范围。
这一个简单的原理就是激光经过光纤传导之后,通过它会有一定的发散。然后会通过准时模块把激光束做成两束平行光。平行光再通过这个聚焦镜聚焦之后它就会形成一个焦点。
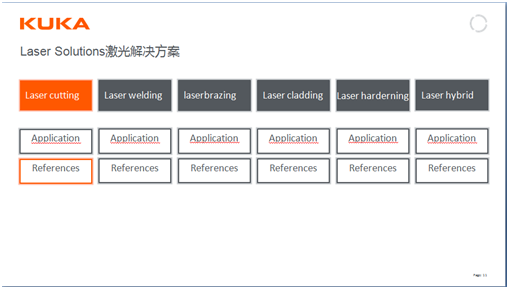
这张图主要概括了激光应用的六个方面的一些应用,包括激光切割、激光切割里面又包括金属切割和非金属切割。还包括激光焊接,激光焊接里面包括填丝焊和自熔焊。第三个是激光铅焊,我把那个激光铅焊从激光焊接里剥离开来,因为它们虽然是同样的热源,还有那个可能填丝方式也会是一样的,但是它从焊接的原理上来说是不一样的。第四个模块是激光的熔覆。第五个是激光的硬化。六个是激光复合焊。

首先来说激光切割。我们从这个一下简单的原理图上可以清晰的看的出来激光切割主要是根据切割气体的类型来说是两种类型。一个是通过高压气体把融化掉的金属液移除掉双榆树型的。还有一种是通过那个助燃气体烧蚀一部分金属,还有通过一定的压力然后移除掉漆的金属液这个叫燃烧型。
这个就是应用了激光跟材料作用使得材料融化。还有一部分气化,然后通过高压的气体把金属液吹掉。
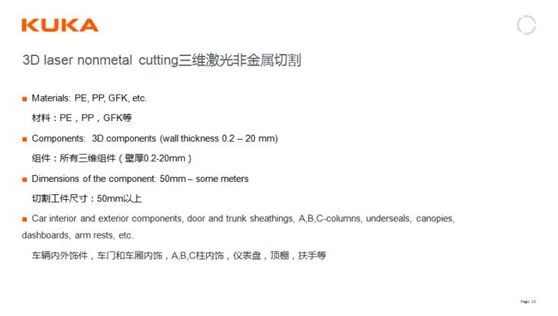
首先我们来说非金属的切割。非金属的切割我们一般是用二氧化碳激光器作为光源来切割的,因为它的波长比较适合用在非金属的一些切割上。然后在汽车行业通常会用到材料是PE、PP、GFK等。这些材料然后壁厚一般是在0.2到20毫米。包括一些汽车内饰件,还有一些地毯,A、B柱子,仪表盘,顶棚和扶手这样一些件。
激光切割相比传统的一些水切割还有用铣刀来铣的话它会有些优势,一个是它是非接触的,它只会产生烟尘不会产生一些废水和废弃的固体,还有一个优势就是它不同于水切割,水切割特别是在一些地毯和一些顶棚顶篷件上,水切割之后的水渍和一些水器,如果没有处理干净的话比较容易产生发霉的现象。
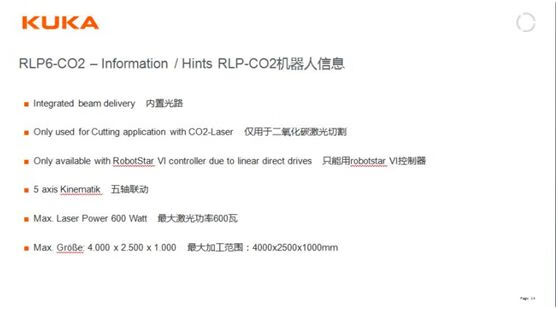

正如我刚才说的就是说二氧化碳激光器它不能通过关键传导,因为它会烧蚀玻璃。所以我们只能是通过硬光路传达的方式来进行那个进行激光传导,就是针对这样的特性,库卡专门开发了两套不同的针对这个二氧化碳切割的机器人。
这两套机器人都是通过那个那光路传导,因为切割它不需要姿态性,所以我们这个两个切割机器人都是五轴联动的。还有根据它的加工范围和对精度的要求不一样,所以这两套机器人是根据这个特性来开发的。

我们可以看到其中的一款机器人是六关节站立式的机器,还有一款是龙门架式机器人。因为它的结构不一样,所以决定了它的精度,它的效率会有区别,还有决定了它的加工范围也是不一样的。我们都知道通常的六轴机器人它会有三个齐一点。因为它是通过坐标系计算不同的轴的运动来之后实现TCP的移动,所以它会在几个重合的TCP几个重合的找到位置会出现齐一点。一般来说,六轴机器会有三个齐一点。

这张图展示的是一些二氧化碳激光器切割的一些三维非金属组建件。主要是用在汽车内饰件。因为咱们汽车行业有个特点,就是一个是要求效率比较高,因为效率就是金钱,还有一个就是说要求我的这个质量会比较好。
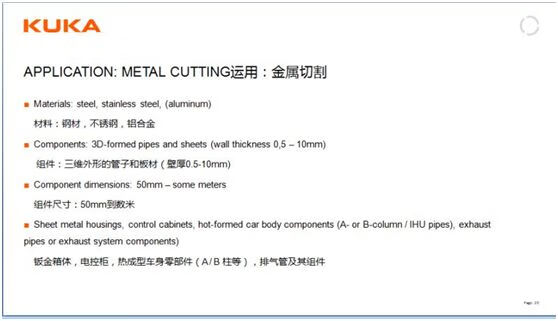
接下来就是金属三维切割,主要是一些金属件还有一些三维组件和板材。壁厚可以从0.0.5到10毫米。

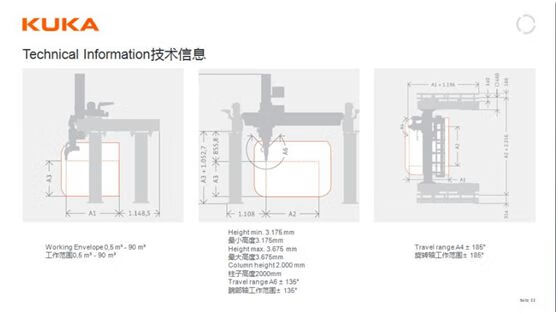
这个是我们针对切割中的一些高效率要求和高精度要求。开发出来的框架是五轴的一个激光切割系统。它的特点是一个框架式结构,它能实现更好的精度更快的速度和更大的行程,这款机器的精度可以达到±0.01,加工范围可以到九十立方,速度可以到120米每分钟。
这款机器它是一个关路内置的一个阶段性,我们在切割三维件的过程中会不断的变化,这个切割头的一个姿态,所以为了保证光纤不会缠绕,所以我们把那个关路做了一个内置。

这张图显示的是一些典型的三维切割零件,主要是在一些热成型,因为我们都知道这个流程一个炉子出来可能也一次性出来会有很多的零件,所以它需要很高的效率切割,还有它会有很多的定位孔还有很多的小圆孔,这样的小圆孔一般机器人是没法达到它的精度。

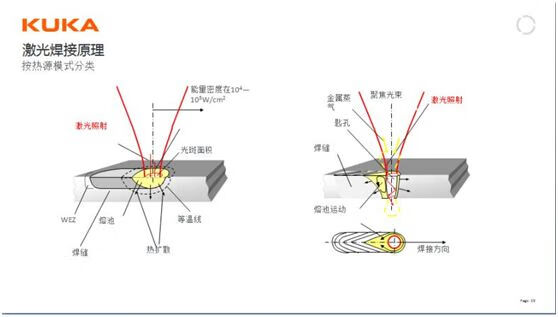
这个是激光焊接的一个原理图按热源模式分机关焊接有两种形式,一个是热传导焊接还有一个是深熔焊接。热传导焊接它主要功率密度能量密度在十的四次方到十的五次方每平方米,这样的一个范围之内它是一个深熔的特性,它不会形成一个池孔。
我们的那深熔焊接它的最主要特性是会在焊接的过程中形成一个池孔,这个池孔是因为高压的这个金属蒸汽然后挤压这个金属液,它会在熔池内部形成一个小孔,形成一个小孔之后。激光在这个小孔的壁来回反射,然后被这个小孔吸收,吸收之后作为热源加热这个工件,传导到这个工件上然后加热工件。
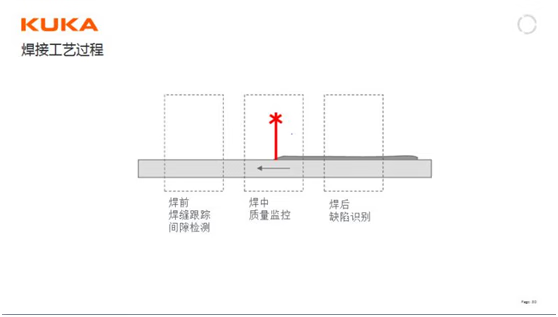
这个是一些在焊接过程中通常会用到的焊接工艺过程的一些手段。一个是焊前的一个焊缝跟踪和间隙的检测,还有是在焊中会有一个质量监控,焊后会有一些缺陷识别。
这样一个完整的过程就是我确保了焊接的一个质量的一个稳定性,因为焊接不同于切割,它会有它会有很强的一个工艺性。


硬钎焊它是一个什么概念呢?根据钎焊的概念,就是加热母材。然后再把钎料融化填充在母材之间形成一个金属件的结合这个叫钎焊。然后硬钎焊是在温度超过四百五十度以上的钎焊叫做硬钎焊。
硬钎焊的应用主要是在一些汽车覆盖件,比如说汽车的后备门,汽车的一些流水槽、顶盖等。
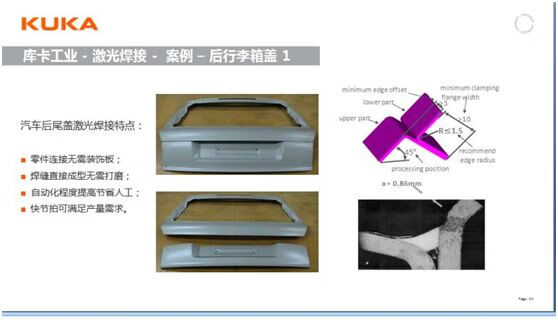
这张图分享了一下我们在后背盖的一些激光铅焊的一些特点。焊接后焊缝直接成型无需打磨如果没有太多的缺陷的话可以直接进入涂装。还有就是说它的节拍比较快,可以满足这个产量的要求我们通常后尾盖是通过很多这个机器人进行点焊。然后把它连进行连接的,但是经过激光大家通过激光钎焊之后呢?就是可以做成一体化的一个车身造型非常漂亮。也可以省去了涂胶的一些麻烦。

这是一些激光熔覆的一些应用场景,比如说像一些钢材机械铸件的修复,还有材料的表面改性。还有一些像工具、模具、涡轮这样一些修复和表面改性。
有人开玩笑说就是说那个激光切割可能只需要一个操作工,激光焊接需要一个工程师。激光熔覆可能需要一个专家,因为激光熔覆更多的是跟金属的一些性质相关联。
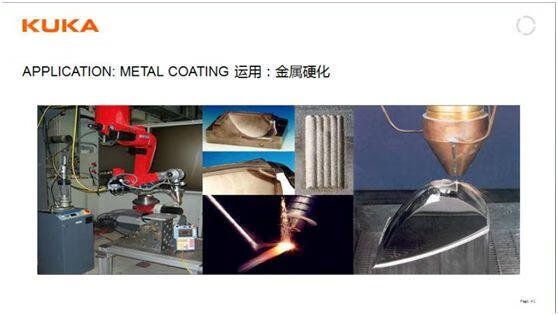
在激光熔覆方面可以说是库卡也是花了很大的力气在做这一块。我从德国那边得到的消息,我们去年做了一个跟德国政府合作的一个项目,给它们做了一个全世界最快的一个通过机器人送粉的方式来进行3d打印。从某种程度来上来说原理上是和激光熔敷是一样的,我们一个小时可以打四公斤的粉。
3d打印后面可能会改变汽车行业的命运。我们大家都知道,在这个汽车行业中。车型的开发是一个比较长时间的一个过程,倒不是说这个开发的这个图纸绘制有难度,而是你进行一些开模,然后在需要把它组合起来,这个会耗费大量的金钱和时间。如果3d打印能把这一部分给去掉的话,这样的话就会大大地节约这个开发的成本和开发的周期。


激光硬化也就是表面淬火。基本原理就是说通过激光的热量加热工件,然后急速冷却之后改变金属表面的一个组织结构,然后实现一个硬化的一个过程。

这种硬化主要是会用到一些这个比较特定的一些领域,比如像一些模具,像一些小零件。它需要既保证这个表面的硬度来保证它的耐磨性。也需要保证那个基材的一个韧性来保证它的抗冲击力。


这张图呢,是简单的介绍一下激光复合焊的原理。就是说激光复合焊其实是双热元的一个类型。这样的一个好处是什么呢?它既有了激光的一个深熔的优点,还有一个是保障米格焊间隙适应性间隙桥接能力。还有就是说它减少了一部分的热输入量,可以更好的减少形变。
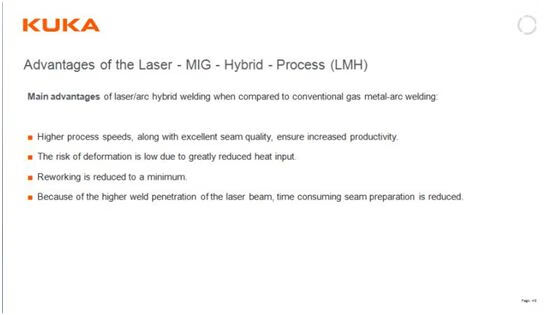
激光复合焊的通常会用到一些中厚板的焊接,因为薄板的话,它比较容易烧穿。所以一般都是在五个以上的这个领域用到。因为通常再用激光复合焊的领域,一般会用到焊缝跟踪,因为都是在一些重工像一些中厚板大板的一些焊接。因为它的板厚所以它对接精度各方面会比较差。
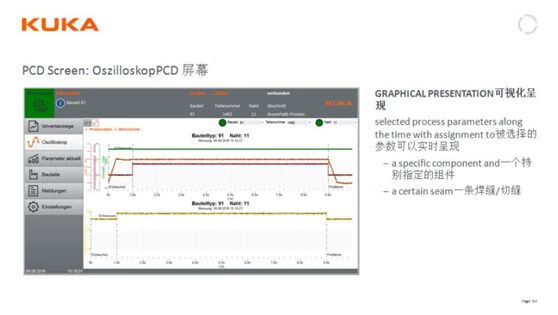
在激光加工中,如果过程气体啊,激光的功力。还有一些环境的一些因素的监控室必不必不可少的。有了这样的一些监控之后,你就会使得整个激光加工的过程更稳定。因为你可以控制了很多,这个很多不同的一个变量。

库卡做一些激光加工的时候,也会有我们专业的一些软件包。举个简单的例子。当我们需要焊接那个一个转角的时候,这个时候TCP停留,我们在在变化TCP姿态的时候TCP停留。这个停留的时间段热量会过分的累计,使得我这在外加工一个直角的时候,这个地方容易烧塌。这样的话我们就需要在变换TCP的时候同时降低激光的功率。来实现我的一个焊接质量的。
Q&A
Q:1、想了解一下在金属切割方面,铝材切割和钢材切割有些什么区别没有,设备方面有没有什么需要特别对应的情况!
A:这个问题是问铝材切割和钢材切割有些什么不同的区别,设备方面有什么特别要对应的情况。首先,铝材和钢材它的特点,它从材料性质上的特点,铝合金的导热更快。它的激光反射率更高。然后呢,再切割方面,刺穿的时候我比较容易,比较容易烧损的光纤这个是需要注意。
Q:2、想了解一下机器人激光切割和5轴激光切割机床,在精度上的差别,以及机器人激光切割未来发展方向是否会取代激光切割机床!
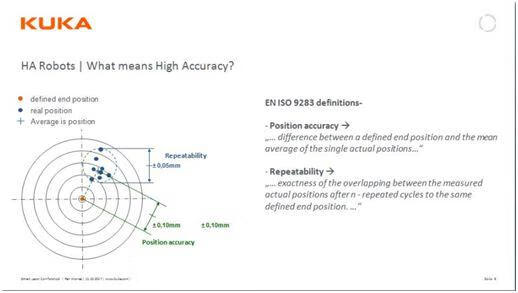
A:这个问题需要结合一下精度的概念的问题来回答,我是想跟大家普及一下就是精度的概念。精度在我们机器人中一般是两个精度,一个是位置精度,还有一个是重复定位精度。这个精度是怎么定义的呢?我们可以看到图上,其实我们需要的是定义的位置。然后设定一个点。然后我们俩机器人按照这个点的设定,让它去随意的去走几个点,随意的去接近就接近这个点,我们会发现,其实它的位置并不在这个点,它会有一定的偏离,这个偏离我们记录了很多点之后会得到一个这个偏离点的一个一偏离中心。偏离中心到我们要定义的那个位置的这个偏差我们叫做位置精度。
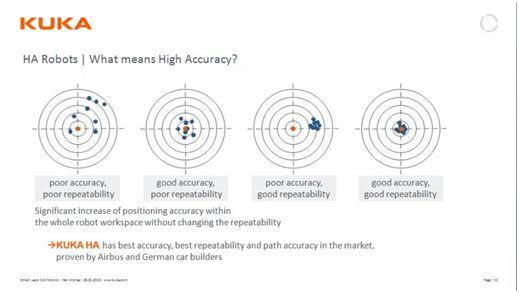
第二张ppt有四个图分别表示一个很差的重复定位精度。第二个是好的位置精度和很差的重复定位精度,第三个是表示了一个差的定位精度和一个好的重复定位精度。第四个是一个好的定位精度和一个好的重复定位精度。
Q:3、关于铝材焊接工艺,怎样减少焊接变形?
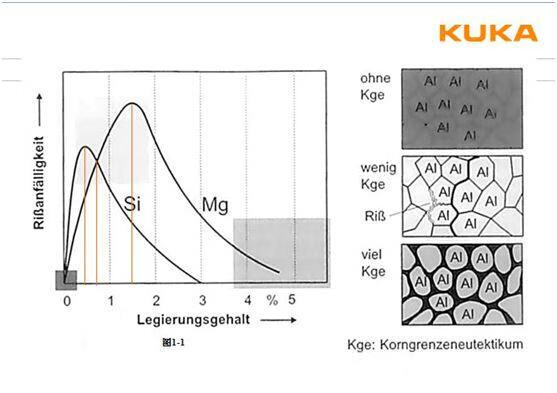

A:这里是三个ppt分别是讲了一些铝合金的一些特性,我们先看最后一个,影响铝合金焊接的一些一些因素。踏实一些焊接间隙、材料成分、焊丝成分、离焦量、焊接速度、保护气体、接头形式、表面情况等。我们知道铝合金和和普通的碳钢相比,它的这个导热率要比普通的碳钢快了接近三倍,所以它的变形就更容易产生,你需要更多的热量来弥补它。还有一个特性就是铝合金激光焊的时候,我们从那个图中可以看到,铝合金的反射率是非常高的它在激光焊来说是一种高仿材料。刚开始的时候会有大部分的热量超过百分之九十能量是被反射走的。所以我们在激光焊接铝合金的时候,需要达到一定的抑制之后就是冲破这个高仿之后它才会实现一个跨越式的一个吸收。我们来处理铝合金热变形的这个情况下,就是说我们需要一些很好接头设计。来避免掉我们需要的工件所产生的一些影响,还有就是需要很好的一个导热条件。包括我的那个夹具上,我需要使用一些那个同质导热块的一些夹具。还有夹具的位置应该尽量的去靠近这个焊缝。
Q:4、激光焊接在汽车行业的应用及前景
A:其实是两个问题,一个是在汽车行业的应用及前景,首先我来说这个应用的一些问题,汽车行业这个范围比较广泛,它包括了这个主机厂也包括了一些汽车零配的一些行业,那我就从几个点来说吧。首先在汽车零配行业如我们那个座椅的一些焊接,我们会需要大量的使用一些飞行焊接座椅靠背,前后排的座椅靠背会有很多的点,之前我们是通过点焊的方式来做的,后面我们发现采用激光焊接之后我可以在我的件达到一定的量的情况下,我可以比点焊更节省成本和节省占地。首先,就是说我们计算过一套激光飞行焊焊接座椅,它可以顶5套点焊设备。这样的话我可能在一年二十万件。而且,我既然焊接没有耗材就是耗电。然后可能就是换下保护玻璃,还有在汽车的一些覆盖件像汽车的顶棚,顶棚焊接我们之前是采用点焊涂胶密封条的方式来进行的。发现激光焊接之后呢,它可以形成一个一体化的车身,一个是车身非常漂亮,没有了两块密封条。这样的话就省了密封条的钱。也节省了这个涂胶的一个成本,最后算下来的话其实激光焊接顶盖会比点焊要更节省。
MORE