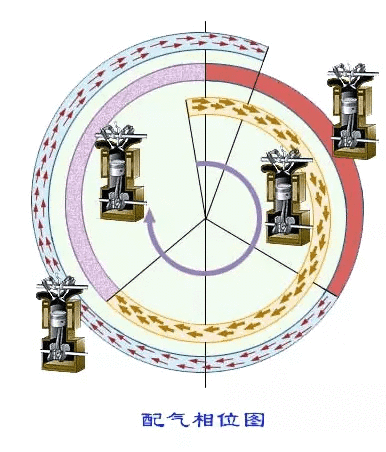
1、配气相位定义:
配气相位是用曲轴转角表示的进、排气门的开启时刻和开启延续时间,通常用环形图表示-配气相位图。
2、理论上的配气相位分析
理论上讲进、压、功、排各占180°,也就是说进、排气门都是在上、下止点开闭,延续时间都是曲轴转角180°。但实际表明,简单配气相位对实际工作是很不适应的,它不能满足发动机对进、排气门的要求。
原因:
① 气门的开、闭有个过程
开启总是由 小→大
关闭总是由 大→小
② 气体惯性的影响
随着活塞的运动同样造成进气不足、排气不净
③ 发动机速度的要求
实际发动机曲轴转速很高,活塞每一行程历时都很短,当转速为5600r/min时一个行程只有60/(5600×2)=0.0054s,就是转速为1500r/min,一个行程也只有0.02s,这样短的进气或排气过程,使发动机进气不足,排气不净。
可见,理论上的配气相位不能满足发动机进饱排净的要求,那么,实际的配气相位又是怎样满足这个要求的呢?下面我们就进行分析。
3、实际的配气相位分析
为了使进气充足,排气干净,除了从结构上进行改进外(如增大进、排气管道),还可以从配气相位上想点办法,气门能否早开晚闭,延长进、排气时间呢?
① 气门早开晚闭的可能 从示功图中可以看出,活塞到达进气下止点时,由于进气吸力的存在,气缸内气体压力仍然低于大气压,在大气压的作用下仍能进气;另外,此时进气流还有较大的惯性。由此可见,进气门晚关可以增加进气量。
进气门早开,可使进气一开始就有一个较大的通道面积,可增加进气量。
在作功行程快要结束时,排气门打开,可以利用作功的余压使废气高速冲出气缸,排气量约占50%。排气门早开,势必造成功率损失,但因气压低,损失并不大,而早开可以减少排气所消耗的功,又有利于废气的排出,所以总功率仍是提高的。
从示功图上还可以看出,活塞到达上止点时,气缸内废气压力仍然高于外界大气压,加之排气气流的惯性,排气门晚关可使废气排得更净一些。
由此可见,气门具有早开晚关的可能,那么气门早开晚关对发动机实际工作又有什么好处呢?
进气门早开:增大了进气行程开始时气门的开启高度,减小进气阻力,增加进气量。
进气门晚关:延长了进气时间,在大气压和气体惯性力的作用下,增加进气量。
排气门早开:借助气缸内的高压自行排气,大大减小了排气阻力,使排气干净。
排气门晚关:延长了排气时间,在废气压力和废气惯性力的作用下,使排气干净。
② 气门重叠
③ 进、排气门的实际开闭时刻和延续时间
实际进气时刻和延续时间:在排气行程接近终了时,活塞到达上止点前,即曲轴转到离上止点还差一个角度α,进气门便开始开启,进气行程直到活塞越过下止点后β时,进气门才关闭。整个进气过程延续时间相当于曲轴转角180°+α+β。
α- 进气提前角 一般α=10°~30°
β- 进气延迟角 一般β=40°~80°
所以进气过程曲轴转角为230°~290°
实际排气时刻和延续时间:同样,作功行程接近终了时,活塞在下止点前排气门便开始开启,提前开启的角度γ一般为40°~80°,活塞越过下止点后δ角排气门关闭,δ一般为10°~30°,整个排气过程相当曲轴转角180°+γ+δ。
γ- 排气提前角 一般γ=40°~80°
δ- 进气延迟角 一般δ=10°~30°
所以排气过程曲轴转角为230°~290°
气门重叠角α+δ=20°~60°
从上面的分析,可以看出实际配气相位和理论上的配气相位相差很大,实际配气相位,气门要早开晚关,主要是为了满足进气充足,排气干净的要求。但实际中,究竟气门什么时候开?什么时候关最好呢?这主要根据各种车型,经过实验的方法确定,由凸轮轴的形状、位置及配气机构来保证。
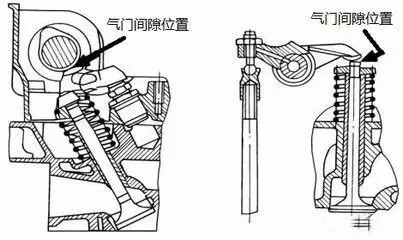
二、气门间隙
1、定义:
气门间隙是指气门完全关闭(凸轮的凸起部分不顶挺柱)时,气门杆尾端与摇臂或挺柱之间的间隙。
2 、作用:
给热膨胀留有余地。
不同机型,气门间隙的大小不同,根据实验确定,一般冷态时,排气门间隙大于进气门间隙,进气门间隙约为0.25~0.3mm,排气门间隙约为0.3~0.35mm。
间隙过大:进、排气门开启迟后,缩短了进排气时间,降低了气门的开启高度,改变了正常的配气相位,使发动机因进气不足,排气不净而功率下降,此外,还使配气机构零件的撞击增加,磨损加快。
间隙过小:发动机工作后,零件受热膨胀,将气门推开,使气门关闭不严,造成漏气,功率下降,并使气门的密封表面严重积碳或烧坏,甚至气门撞击活塞。
采用液压挺柱的配气机构不需要留气门间隙。
当气门完全处于关闭状态时,气门杆尾端与摇臂之间的间隙叫气门间隙。
下面介绍气门间隙的调整方法(以单缸柴油机为例).
气门间隙的作用是保证进、排气门关闭严密,以及在气门及其传动机构的零件受热膨胀时留有余地。
柴油机工作时,由于进气门受新鲜空气的冷却,温度在300~400℃之间,而排气门受高温废气的冲刷,温度在600~800℃之间,所以,排气门温度比进气门高,受热膨胀量也比进气门大。因此,一般排气门间隙比进气门间隙大,如立式195型柴油机进气门间隙为0.18~0.25mm,排气门间隙为0.20~0.27mm。
但是,有的柴油机的排气门采用膨胀系数较小的材料制成,或采取对排气门加强散热的措施,所以进、排气门间隙相等,如195型柴油机,进、排气门间隙均为0.4mm。
柴油机在使用过程中,由于零件磨损,调整螺钉松动以及重新拆装缸盖、拧紧缸盖螺母等原因,都会使气门间隙改变。如果气门间隙过小,零件受热膨胀而伸长,就会造成气门关闭不严,柴油机功率下降,同时气缸内的高温气体从缝隙中漏出,使气门过热,甚至导致气门局部被烧蚀等故障。
如果气门间隙过大,会使气门与气门座等零件撞击加剧,缩短使用寿命,同时使气门开启延续时间缩短,影响气缸内新鲜空气的进入及废气的排出,导致柴油机功率下降。因此,为保证柴油机正常工作,必须定期检查调整气门间隙。
具体调整方法如下:
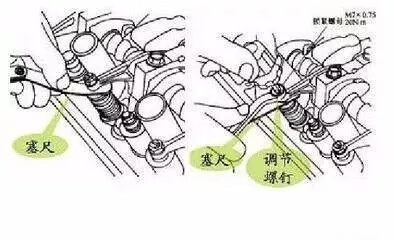
①在柴油机完全冷机的状态下拆下气缸盖罩。
②转动飞轮,使飞轮的上止点刻线对准散热器上的指针刻线,使活塞处于压缩冲程的上止点位置。
③用塞尺测量气门扦尾端与摇臂之间的间隙,如塞尺插不进去或插进去后仍有较大的间隙,则须对气门间隙进行调整。S195型柴油机在完全冷机的状态时,进气门间隙为0.3~0.4mm,排气门间隙为0.4~0.5mm。
④松开气门间隙调整螺钉的锁紧螺母,轻微转动调整螺钉,用塞尺测量直至所测值与规定值相符,在保持调整螺钉不动的情况下,拧紧锁紧螺母。
⑤当进、排气门间隙调整好后,摇转曲轴数圈,再次测量气门间隙,如有变化,应重新调整。